| Lesson8 Tools. |
Lesson
9 Flowcharts |
Lesson10 Vacuum Forming |
Lesson11 Quality |
Lesson
12 Finishes |
|
Year 10 Manufacturing (Resistant Materials)
Lesson 10 Week 10 Vacuum Forming (Clock Project)
Programmes of Study Teachers Rational Lesson1 (Situation and Brief) Practical Skills Design Skills Theory and Knowledge
Lesson8
Tools.
Lesson 9
FlowchartsLesson10
Vacuum FormingLesson11
QualityLesson 12
Finishes
Vacuum Forming-Pattern Preparation
An M.D.F and Pine Mould used for Vacuum Forming
The Plastic Vacuum formed shape will only ever be as good as the mould or pattern. It is very important that the mould is correctly made. The mould may be made from plywood, hardwoods, hardened clay or m.d.f. In Industry the mould may be made from steel or lead. A Steel mould will tend to last longer than a wooden mould. This is very important if many plastic shapes are going to be produced and the shape is required to be exactly the same on each product.
Stages of making the mould.
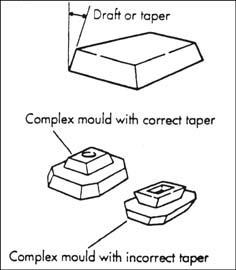
1. The sides of the mould must slope slightly. This is to allow the plastic shape to be removed after vacuum forming. These are called Draft Angles.
2. The mould must be well sanded, polished or smoothed depending on the materials used. Any surface detail which is left on the mould will be transferred to the plastic product.
3. The mould may have small drill holes in it to allow the air to be easily sucked through it by the vacuum pump. This will create an improved definition or shape. These holes are called Vent Holes. These holes also prevent small pockets of air being trapped when the sheet forms.
4. The mould must not be too deep, otherwise the excess plastic (polystyrene) will stick together at the corners. This is called WEBBING. This also affects the thickness of the sheet on the vertical surfaces as it is drawn down.